Based on much experiences on providing quality, cost-effective and long lasting roll forming systems
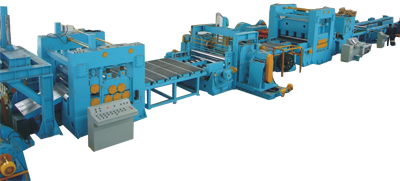
إجراءات التشغيل من آلة قطع الصلب الحز
العمل التحضيري قبل إنتاج آلة الحز الصلب
1. قبل الإنتاج الرسمي ، يجب تنظيف الغبار والأوساخ والمواد الغريبة الأخرى على سطح المعدات والملف بعناية للحفاظ على المعدات والطابق الأرضي والمواد النظيفة. في نفس الوقت ، يجب تنظيف جميع البكرات على الطريق الذي يمر فيه الشريط بعناية. عند الضرورة ، يلزم صقله باستخدام ورق الصنفرة ثم مسحه بالكحول لضمان أن سطح المنتج النهائي خالٍ من الخدوش والعيوب الأخرى التي تسببها هذه العملية.
2. تحقق من النظام الميكانيكي والكهربائي
لمعدات قطع الصلب وفقا لجدول فحص المعدات ، وقم بتشغيل المعدات في حالة خالية للتأكد من أن المعدات في حالة عادية وتشغيلها.
3. تحقق مما إذا كانت بطاقة الإنتاج تتسق مع رقم الدفعة وحالة السبائك وحجم المواصفات ووزن ملف المواد ؛ وفقا لمعايير الجودة والقبول من linemachine الصلب الحز ، تحقق ما إذا كانت جودة السطح وجودة الوجه النهائي للملف المعلق يلبي احتياجات الإنتاج. قبل بدء تشغيل الجهاز ، يجب أن يلتزم الطاقم بمتطلبات صيانة الماكينة وتشغيلها. بعد التحقق بعناية من جميع أجزاء الجسم ، يمكنهم إرسال الكهرباء ، وإلا لا يسمح لهم ببدء تشغيل المعدات.
4. يتم إدخال المعلمات الفارغة والمنتجات النهائية بشكل صحيح في إجراءات التحكم في وحدة التشغيل الرئيسية للمعدات ، مثل سماكة المواد الواردة ، العرض الوارد ، عرض المنتج النهائي ، وطول المنتج النهائي. وفقًا لعرض المواد الواردة والمنتج النهائي ، قم بحساب عرض القطع المطلوب واضبط مسافة الأداة. في نفس الوقت ، يتم حساب عدد القطع لكل رصة وفقًا لمتطلبات بطاقة الإنتاج.
مسائل تحتاج إلى الاهتمام في الإنتاج
1. احرص على عدم لمس الملف عند التغذية.
.٢ ﻗﻢ ﺑﻀﺒﻂ اﻟﻤﻠﻔﺎت اﻟﻤﻮﺟﻮدة ﻋﻠﻰ اﻟﻤﻜﺒﺮ اﻟﺨﺎرﺟﻲ. عادةً ، يجب أن تتم محاذاة الملف لضمان أن يكون عرض الحافتين المتقطعتين ثابتًا قدر الإمكان. في حالات خاصة ، عندما يكون هناك تشقق كبير أو أي عيب آخر على جانب المادة ، فإن عرض حافة القطعتين غير متناسق ، ولكن يجب ضبط الوضع الأفقي للملف على الشاشة uncoiler يدوياً ، ويتم تأكيد ذلك أن عيب حافة فارغة يمكن إزالتها بالكامل.
3. تحقق من سمك وعرض المواد الواردة قبل إجراء الإنتاج.
4. عندما تتم إزالة ملف المادة بسماكة تزيد عن 0.5mm من الحزام الفولاذي ، يجب استخدام الأسطوانة لمنع فصل الملف.
5. يجب أن تكون المادة موجبة عند ارتدائها ، ويجب ألا تكون المادة ملتوية أو مجعدة. يحظر بشدة مسح البكرات عند المدخل لتجنب التورط.
6. في عملية قطع الصلب آلة الحز ، عندما يتم العثور على علامات والخدوش الناجمة عن الجهاز على سطح اللوحة ، يجب إيقاف بكرات التوجيه على الطريق التوجيه والتحقق منها في الوقت المناسب. إذا تم العثور على أي جزيئات بارزة ، يجب أن يتم صقلها باستخدام ورق الصنفرة ثم تنظيفها بالكحول.
7. إيلاء اهتمام وثيق لجودة سطح المواد الواردة أثناء تشغيل الآلة. ووفقًا لمتطلبات معيار الجودة والقبول للصلب الشرياني ، إذا ثبت أنه غير مؤهل ، يجب عليه إيقاف الماكينة والعثور على موظفي الجودة الفنية ذات الصلة للتعامل معها.
8. قبل إنتاج كل لفة من المواد ، يجب قطع ورقة المواد ، ويمكن تنفيذ الإنتاج وفقا للمتطلبات التكنولوجية للطول والعرض على البطاقة. إذا لم يكن الأمر كذلك ، فمن الضروري ضبط معلمات المقص ، وإلا فإنه لا يُسمح بمواصلة الإنتاج.
9. عند رفع المنتجات النهائية ، من الضروري فحص الرافعة والتزوير بعناية ، وتوجيه وتشغيل الرافعات المتحركة العلوية للتركيز. يحظر على المشغلين الوقوف في أماكن صغيرة وغير آمنة لمنع المواد من التأرجح.
10. في حالة فشل المعدات في الإنتاج ، تتوقف على الفور وأبلغ موظفي الصيانة للتعامل معها.
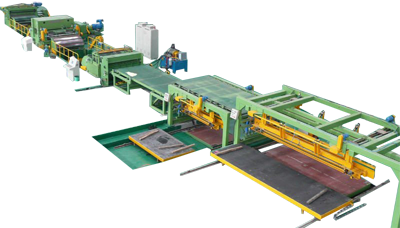
تأسست RISHBIN ، واحدة من أفضل الشركات المصنعة لآلة الحز الصلب مع
خطوط الحز عالية الجودة للبيع ، في عام 1999. مع ما يقرب من عشرين عاما من التطوير ، أصبحت الشركة الرائدة في صناعة الحز الصلب في هذا المجال وتصدر آلة الحز ذات الجودة العالية الصلب والمواد الأخرى إلى العالم. RISHBIN مكرس لتقديم خدمات عالية الجودة ومنتجات عالية الجودة.