Based on much experiences on providing quality, cost-effective and long lasting roll forming systems
مزايا ، هيكل ومبدأ العمل لقطاع الصلب الهيدروليكي قطع لطول الجهاز
مقصات القطع المتقاطعة هي عبارة عن معدات لا غنى عنها في ورشة الإنتاج الخاصة بالشريط ، والتي تستخدم بشكل رئيسي لقطع أو فصل أو قطع الأجزاء المعيبة على الخط المستمر
لقطع الصلب المطول . وفقا لوضع النقل ، تنقسم آلة القص المستعرض إلى وضع النقل الميكانيكي ووضع النقل الهيدروليكي. في السنوات الأخيرة ، مع تطوير التكنولوجيا الهيدروليكية ، تم استخدام آلة القص الهيدروليكية لنقل الحركة على نطاق واسع. آلة القص العارضة للقطاع الهيدروليكي لديها المزايا التالية:
1) الهيكل بسيط ومدمج وخفيف الوزن.
2) تظل قوة القص بدون تغيير طوال العملية بأكملها ويكون عمل القص ثابتًا.
3) يمكن أن تمنع الزائد تلقائيا ، آمنة وموثوق بها.
4) في التشغيل المستمر ، فإنه من السهل تحقيق التحكم المركزي والإدارة مع المعدات الأخرى ، وضبط قوة القص ومعلمة قوة الضغط مريحة.
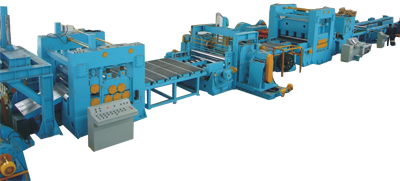
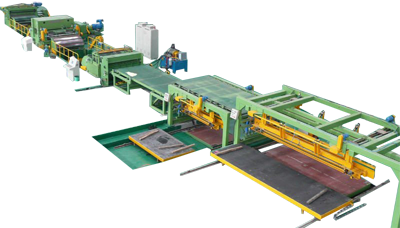
هيكل ومبدأ العمل من الصلب قطع لطول الخط
إن آلة القص المستعرض المائل تستخدم بشكل عام في خط إنتاج فولاذي القطع بالذراع البارد. وفقا لأوضاع القص المختلفة ، يمكن تقسيمها إلى أنواع القطع العلوية والسفلية. يتم تثبيت حامل الأدوات السفلي في الإطار ، ويتم ترتيب الشفرة السفلية أفقيًا. يتم تحريك حامل الأداة العلوي بواسطة اسطوانتين لقص الزيت ويمكنهما الانزلاق لأعلى ولأسفل في لوح التزلج اليدوي عند طرفي الإطار. يتم قفل أسطوانة القص مع الجوز القفل من خلال الخيط الخارجي لنهاية قضيب المكبس وحامل الأدوات العلوي. يمكن أيضًا ضبط صفر سفر أسطوانتي القص من خلال صامولة القفل. يتم ترتيب الشفرة العليا بزاوية معينة. في نفس الوقت ، تم تجهيز حامل أداة العلوي مع رف في كلا الطرفين. في الوقت نفسه ، يتم تثبيت دبابيس السلامة على طرفي إطار الماكينة ويتم إدخالها على طرفي إطار الأداة العلوي لمنع الحوادث الناتجة عن فشل النظام الهيدروليكي ، أو فشل التحكم في أسطوانة القص أو السقوط العرضي للأداة العلوية الإطار أثناء صيانة المعدات. يتم تزويد طرف تغذية الإطار بلوحة ضغط مدفوعة بأربعة اسطوانات نفط للوحة الضغط من أجل الانزلاق إلى الأعلى والأسفل ، والتي تستخدم لضغط الشريط عند قطع الفولاذ. يتم تزويد نهاية التغذية للإطار أيضًا بلوحة تغذية.
الشفرات العلوية والسفلية غير متوازية ، فالشفرة السفلية مرتبة أفقيًا ، والميل العلوي يميل إلى زاوية بالنسبة إلى الشفرة السفلية. تأخذ زاوية الميل عادة 1 ~ 6 ° وفقا لسمك قطاع القص والفرق المادي. الحد الأقصى المسموح به الميل مقيّد بظروف الاحتكاك بين شرائط الصلب والشفرة. عندما يكون alpha> alpha max ، سينزلق الشريط خارج النصل ولا يتم قصه. لذلك ، لا تتجاوز زاوية الميل القصوى المسموح بها لـ alpha Max أكثر من 12 درجة. بالإضافة إلى ذلك ، يؤثر حجم زاوية الإمالة على جودة القص (خاصة بالنسبة للصفائح الفولاذية السميكة). عندما تكون ألفا صغيرة جدا ، سيكون هناك ظاهرة تمزيق على قسم القص في الشريط. يمكن أن نرى من الشكل 2 أنه أثناء عملية قطع شريط الفولاذ ، فإن طول منطقة التلامس بين الشفرة والصلب الشريطي لا يساوي عرض كامل عرض شريط الفولاذ ، ولكن فقط بخط مائل BC. في مرحلة القص الثابتة ، يكون طول الاتصال BC ثابتًا ، ويتغير طول التلامس بين الشفرة والصلب الشريطي من الصفر إلى BC عندما يتم قطع الشفرة. في نهاية القطع ، يقل طول الاتصال من BC إلى صفر. ونظرًا لأن طول التلامس للشفرة والقطاع أقل من عرض الشريط ، فإن منطقة القص لآلة القطع المائلة تكون صغيرة ويتم تقليل قوة القص عن طريق القطع المتوازي النسبي. ترتبط قوة القص بزاوية ميل الشفرة.
في نظام التحكم الهيدروليكي ، عند قطع الفولاذ الشريطي لآلة القص العرضية ، فإن قضيب المكبس لأسطوانة الضغط الأربعة يفضل لتوسيع لوحة المحرك لتشديد الصلب الشريطي. ثم تتحكم اسطوانتا القص في قضيب المكبس مرة أخرى وتحرك الإطار العلوي للأداة بصمام التحويلة ، بحيث يمكن للصلب الشريطي المرور عبر آلة القص بسلاسة. في الوقت نفسه ، فإن الضغط الخلفي الناتج عن صمام التوازن على طريقة النفط الخلفية في نهاية تجويف القضيب لأسطوانة الزيت القص يجعل حامل الأداة العلوي حرًا في السقوط دون وزن قضيب المكبس والأداة العلوية حامل عندما لا يتم قطع اسطوانة الزيت القص. في نهاية عودة الزيت لصمام الملف اللولبي ، يتم تمديد سرعة حركة قضيب المكبس لأسطوانة الزيت القصي ويتم سحبها من خلال صمام الخانق. يستخدم الصمام الفائض للتحكم في حجم قوة الانضغاط في الطرف غير المكتمل لأسطوانة الضغط ، ويمكن إظهار الضغط بواسطة مقياس الضغط. في حالة الحمل الزائد أو أي عطل آخر أثناء عملية القص ، يمكن تحقيق حماية الزائد من خلال تفريغ صمام الفائض لحماية سلامة المعدات والتحكم. في مدخل صمام الملف اللولبي ، يمكن التحكم في قوة الانضغاط للوحة الاسطوانة عن طريق تقليل صمام الضغط.