إن مخرطة CNC البسيطة هي عبارة عن معدات تكامل آلية كهربائية أكثر تعقيدًا. لذلك ، في حالة الفشل ، يجب تحليلها بشكل شامل من الهيكل الميكانيكي والتحكم الكهربائي لأداة الماكينة.
التحليل التالي للفشل المشترك. 1. بعد بدء البرنامج ، لا يدور محرك السائر. عادة ما تحدث هذه الظاهرة بسبب فشل المرحلة لمحرك السائر أو نظام التحكم الخاص به. قد يكون هناك فشل في المحرك السائر نفسه أو فشل في دائرة القيادة الخاصة به. تحقق أولاً من قابس الاتصال بمحرك السائر للحصول على اتصال جيد. إذا كان سد الموصل في حالة اتصال جيدة ، فاستبدل المحرك أحادي الطور دون أي عطل. إذا كان المحرك يعمل بشكل طبيعي بعد استبدال المحرك ، يكون محرك السائر الأصلي خاطئًا. إذا كان المحرك لا يزال يعمل بعد تبديل المحرك ، فإن جزء التحكم غير طبيعي ، ويمكن فحص الترانزستور عالي الطاقة الموجود على لوحة السائق بواسطة صمام تطلق عنصر الحماية القصوى. في الظروف العادية ، تكون فرص كسر هذين العنصرين كبيرة نسبيًا. 2. أثناء تشغيل برنامج المعالجة ، تتوقف المنضدة فجأة عن التشغيل ولا يتحول محرك السائر. تنتج هذه الظاهرة بشكل عام عن عطل ميكانيكي ، ولكن قد يرجع ذلك أيضًا إلى فشل نظام التحكم. في هذا الوقت ، يمكن إرجاع طاولة العمل إلى النقطة الأصلية ويمكن إعادة تشغيل برنامج المعالجة. إذا توقفت طاولة العمل دائمًا عند تشغيلها إلى موضع معين ، فيجب أن يكون سببها تلف أو تشوه أو تشويش للمواد الغريبة في جزء معين من نظام النقل. . أولا ، السلطة خارج نظام التحكم ، ومن ثم تشغيل المسمار باليد. إذا شعر المستشعر بمقاومة مفرطة عند نقطة معينة أو حتى لا يتحرك على الإطلاق ، فإنه يثبت أن هذا الموقف خاطئ. تحقق ما إذا كانت الفجوة بين الجوز اللولبي والمسمار أو صفيحة الانزلاق ضيقة للغاية ، سواء كان هناك مادة غريبة في أخدود دليل الكرة للولب الكروي ، سواء كان المسمار مثنيًا أم لا ، سواء كان العتاد المرن في المحرك مخفض السرعة هو فضفاض أو لا توجد مواد غريبة ، عالقة وهلم جرا. في حالة عدم وجود خلل في السيارة اليدوية ، يكون نظام التحكم خاطئًا. تحقق من الخطوات التالية. 3. عندما يعمل المحرك السائر عادة بسرعات منخفضة ، يفقد محرك السائر خطواته بسرعة عالية. قد تكون هذه الظاهرة ناجمة عن انخفاض في جهد وحدة تغذية محرك الأقراص وانخفاض في عزم خرج خرج محرك السائر. لذلك ، من المهم التحقق من قسم طاقة المحرك. عندما يتلف الترانزستور الأول ذي الجهد العالي ، لا يمكن تشغيل وحدة تزويد الطاقة ذات الجهد الكهربائي العالي ، بحيث يتناقص عزم خرج محرك الخطوة بسرعة عالية ، مما يؤدي إلى فقدان الخطوات. قد يكون أيضًا بسبب عطل ميكانيكي. لذلك ، في حالة التحقق من عدم نجاح المكونات المذكورة أعلاه ، من الضروري أيضًا فحص أجزاء مثل البرغي ، والجوز ، وصفيحة الشرائح ، ومخفض سرعة المحرك. عندما يكون العنصر مصمماً أو مشوهاً أو هناك مادة غريبة عالقة ، فإن مقاومة الجريان ستزداد. عندما تعمل بسرعة منخفضة ، فإن الظاهرة ليست واضحة ، ولكن عندما تعمل بسرعة عالية ، فإنها لا تستطيع التغلب على مقاومة الجريان بالكامل وتسبب الحركة المفقودة. 4. نهاية تشغيل البرنامج ، الأداة تعود أقل من الصفر ، هذه الظاهرة عادة ما تحدث بسبب فشل نظام التحكم. تتطلب الأداة تشغيلًا منخفض السرعة أثناء التغذية أو أثناء المعالجة. في هذا الوقت ، يعمل المحرك السائر بسرعة منخفضة ويتم تشغيله بواسطة مصدر طاقة منخفض الجهد. عندما يعود البرنامج إلى الصفر ، فإنه مطلوب لسحبه بسرعة. في هذا الوقت ، مطلوب محرك السائر لتشغيل بسرعة عالية ويتم استخدام قوة دفع عالية الجهد. زيادة عزم الدوران الناتج لضمان عودة صفر طبيعية. هناك ترانزستور تبديل يتحكم في خرج مصدر طاقة محرك الجهد العالي. عند تلف محول الترانزستور ، لن يتم تشغيل مصدر التيار الكهربائي العالي الجهد عند الرجوع إلى السرعة العالية إلى الصفر ، وعزم خرج محرك الخطوة ليس كافياً ، مما يؤدي إلى خسارة صفرية ، مما يؤدي إلى عدم عودة الأداة إلى النقطة الأصلية. هذا الخطأ يمكن القضاء عليه عن طريق استبدال الترانزستور التبديل. 5. نهاية عملية البرنامج ، تسلل الأداة عندما تعود إلى الأصل ، هذه الظاهرة عادة ما تكون بسبب المقاومة الميكانيكية لنظام القيادة كبير جدا. في تغذية القطع ، تعمل أداة الناقل بسرعة منخفضة ، محركات ذات جهد منخفض ، ومحرك السائر يحتوي على عزم دوران تشغيل صغير ، وهو ليس كافياً للتغلب على المقاومة وتسبب الحركة المفقودة. عندما يكون المحرك ذو الخطوة صفر مدفوعًا بالجهد العالي ، تكون سرعة التشغيل عالية ، وعزم الدوران كبير ، ولا توجد مقاومة مضنية. يعمل المحرك خطوة عادية بشكل طبيعي دون فقدان الخطوات. سيؤدي هذا إلى الظاهرة المذكورة أعلاه عند فقدها والعودة أمر طبيعي. في هذا الوقت ، تحقق مما إذا كانت هناك أية أمور غريبة على ناقل الحركة بين مُخفِض المخططات أو جهاز نقل الحركة بين محرك السائر ومسمار الرصاص ، أو ما إذا كان شريط الشريحة ضيقًا للغاية ويتم زيادة مقاومة التشغيل. 6. كل شيء طبيعي عندما يمر السكين فارغة ، ولكن خطأ الأبعاد عند تجهيز الشغل كبير جدا. قد يكون سبب هذه الظاهرة من قبل اتصال فضفاض من المسمار أو الجوز والمخرطة. لا توجد مقاومة السكين أثناء الجري الخالي ، فالشريحة تعمل بشكل طبيعي ، ومقاومة السكين تزداد عند تشغيل قطعة العمل ، وربط البرغي أو الجوز والمخرطة تكون فضفاضة ، مما يؤدي إلى انحراف حجم الشغل. يمكن القضاء على فشل اتصال قوي. هناك احتمال آخر ناجم عن حامل السكين الكهربائي. إذا لم يمكن قفل وظيفة الأداة تلقائيًا بعد تغيير الأداة ، فستنحرف الأداة عن نقطة التصنيع عند تناول السكين ، مما سيسبب أيضًا الظاهرة المذكورة أعلاه. في هذا الوقت ، تحقق من جهاز تأمين حامل الأدوات وصندوق التحكم في حامل الأدوات. 7. هناك خطأ كبير في الحجم المحلي للشغل. هذه الظاهرة ناجمة بشكل أساسي عن الفجوة بين الجوز اللولبي والمسمار. منذ الجوز المسمار وتشغيل المسمار لفترة طويلة من الزمن ، يتم زيادة الفجوة في القسم. في بداية البرنامج ، يتم تعويض تخليص المسمار المقاس بالبرنامج ، ولكن عندما يتعذر تعويض قسم التآكل ، يتم تجاوز الحجم المحلي لقطعة الشغل. الحل هو إصلاح أو استبدال المسمار. 8. تدور بقية الأدوات الكهربائية عند تغيير الأداة ولا يمكن وضعها. هذا لأنه عندما يريد البرنامج عددًا معينًا من الأدوات ، يدور حامل الأداة الكهربائية للأمام لتحديد الأداة. عندما يتم تدويره إلى أداة الرقم ، لا توجد أي إشارة استجابة ، ويدور حامل الأداة. ليس فقط لا يمكن وضعه. في هذا الوقت ، ينبغي فحص عنصر القاعة على حامل السكين الكهربائي. عندما يتلف عنصر القاعة ، لا يوجد خرج إشارة الكشف عندما تكون الأداة المطلوبة في مكانها ، مما يؤدي إلى الظاهرة المذكورة أعلاه. في هذه الحالة ، استبدل عنصر القاعة بسكين العدد. 9. أثناء تشغيل البرنامج ، يعود الكمبيوتر إلى حالة المراقبة ولا يمكن تنفيذ جميع الأعمال. هذه الظاهرة عادة ما تحدث بسبب فشل برنامج المراقبة ، وقد يحدث أيضًا بسبب التداخل المغناطيسي القوي. للتداخل المغناطيسي القوي ، يمكن استخدام التأريض أو التدريع. إذا لم يتم تنفيذ البرنامج أو بدأ البرنامج ، فلن يعود إلى حالة المراقبة فور تنفيذ التعليمة. عادة ، يكون برنامج المراقبة أو جهاز الكمبيوتر معيبًا. يمكن استبدال الشريحة المشبوهة ، مثل رقاقة ذاكرة برنامج خارج الشريحة ، شريحة واجهة برمجة أو وحدة تحكم دقيقة نفسها. في بعض الأحيان قد يؤدي فشل ذاكرة البيانات خارج الشريحة إلى حدوث هذه الظاهرة. إذا لم يمكن حلها ، يمكنك العثور على الشركة المصنعة لإعادة التصحيح. 10. غالباً ما يتم فقدان برنامج المعالجة ، مما يجعل نظام التحكم لا يعمل بشكل صحيح في الحالات الشديدة. في حالة فقد نظام التحكم للطاقة وفقدان برنامج التشغيل ، ويتم إعادة إدخال أداة الماكينة بعد تشغيل الطاقة ، يمكن معالجة أداة الماكينة بشكل طبيعي. قد يكون انخفاض طاقة البطارية الاحتياطية أو قطع الاتصال ، مما يؤدي إلى إيقاف تشغيل برنامج المعالجة في ذاكرة البيانات بعد إيقاف تشغيل الجهاز. لا يمكن أن تبقيها مفقودة. في هذا الوقت ، استبدل البطارية الاحتياطية. إذا كان برنامج المعالجة غالبًا ما يكون مفقودًا جزئيًا أو كليًا أثناء المعالجة ، فغالبًا ما يحدث بسبب فشل في ذاكرة البيانات. في هذا الوقت ، يمكن استبدال ذاكرة البيانات خارج الشريحة أو الميكروكونترولر نفسها. باختصار ، تتكون مخرطة CNC البسيطة من مكونات ميكانيكية وكهربائية. بعد حدوث الخطأ ، يجب تحليل كل من الجوانب الميكانيكية والكهربائية لتحديد ما إذا كان خطأً ميكانيكياً أو خطأً كهربائياً. ثم يتم إجراء التحليل المتعمق لتحديد نقطة الخطأ والتعامل مع الخطأ بدقة وبسرعة. تحسين كفاءة صيانة الآلات الآلية.
August 13, 2018يتم تطبيق Rishbin بشكل رئيسي على الصفائح المعدنية ، وهي معدات معالجة القطع والقطع للمواد المعدنية. هناك أيضا العديد من أنواع المعادن الشائعة ...view
August 13, 2018إن شركة Jinzheng Machinery ، المعروفة بمصنعي معدات معالجة المعادن في العالم ، هي شركات وطنية عالية التقنية. شركتنا متخصصة في البحث والتطوير وإنتاج ورقة ...view
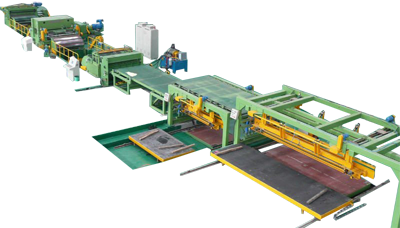
September 3, 2018الشظايا التي طورتها وأنتجتها Rishbin تستخدم على نطاق واسع في شق وتجهيز مختلف الصفائح المعدنية. من بينها ، والألواح الفولاذ المجلفن المشتركة ، وخاصة ألواح الصلب المجلفن ، ج ...view
September 3, 2018بما أن درجة التصنيع تصبح أعلى وأعلى ، في جميع الصناعات ، يلعب الجميع خيالهم وإبداعهم يجعل من السهل على الناس العمل ، وخاصة العمال اليدويين. ك...view
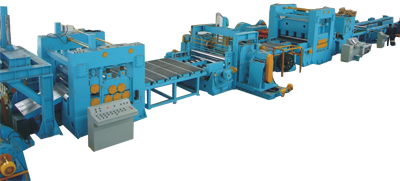
June 29, 2018ويسمى خط القص الثابت أيضًا بالقص الهوائي. إنها آلة قص القطعة الدوارة في عملية القص المستعرض. إنها معدات المعالجة التي يمكن أن تقطع ...view
August 13, 2018آلة الحز المعدني ، كما يوحي الاسم ، هي عبارة عن صفائح معدنية ، لفائف ، مثل الفولاذ المقاوم للصدأ ، لفائف الألمنيوم ، لفائف النحاس ، لفائف الحديد وغيرها من معدات معالجة مواد القطع المعدنية. كامل ...view